游标卡尺貌似简单,你真的用对了吗?
游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。
游标卡尺的概述

游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。游标卡尺的读数方法
以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步;
1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;
2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;
3)将上面整数和小数两部分加起来,即为总尺寸。
游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。

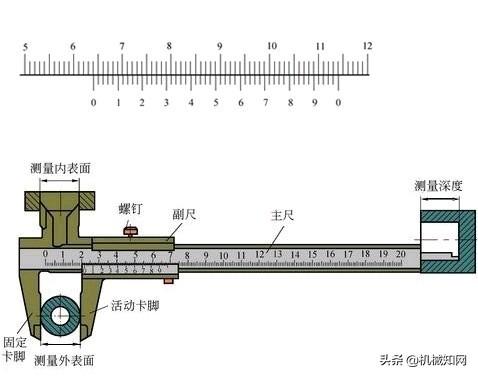
游标卡尺千分尺原理和读数.ppt主尺的最小分度是1mm,游标尺上有10个小的等分刻度它们的总长等于9mm,因此游标尺的每一分度与主尺的最小分度相差0.1mm,当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重合时,

0.02mm游标卡尺的读数方法
如上图所示,副尺0线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。副尺0 线后的第9条线表示:
0.02x9= 0.18mm
所以被测工件的尺寸为:
64+0.18=64.18mm
游标卡尺的使用方法
将量爪并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:

游标卡尺的应用
游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:
1)测量工件宽度
2)测量工件外径
3)测量工件内径
4)测量工件深度
具体的这四个方面的测量方法请看下图: